
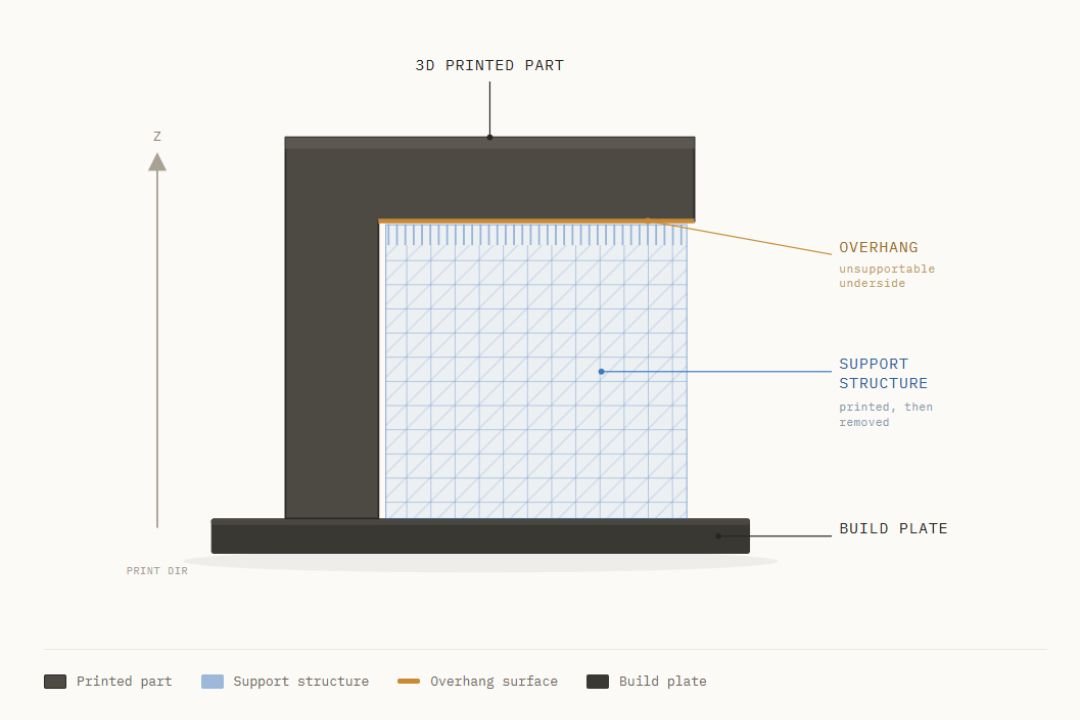
Pencetak 3D membina model lapisan demi lapisan. Apabila sebahagian daripada model terapung di udara, filament cair tidak ada tempat untuk mendarat dan akan jatuh atau rosak.
Support menyelesaikan masalah ini dengan menyediakan struktur di bawah bahagian yang terapung. Filament mendarat atas support dan bahagian tersebut boleh dicetak dengan betul.
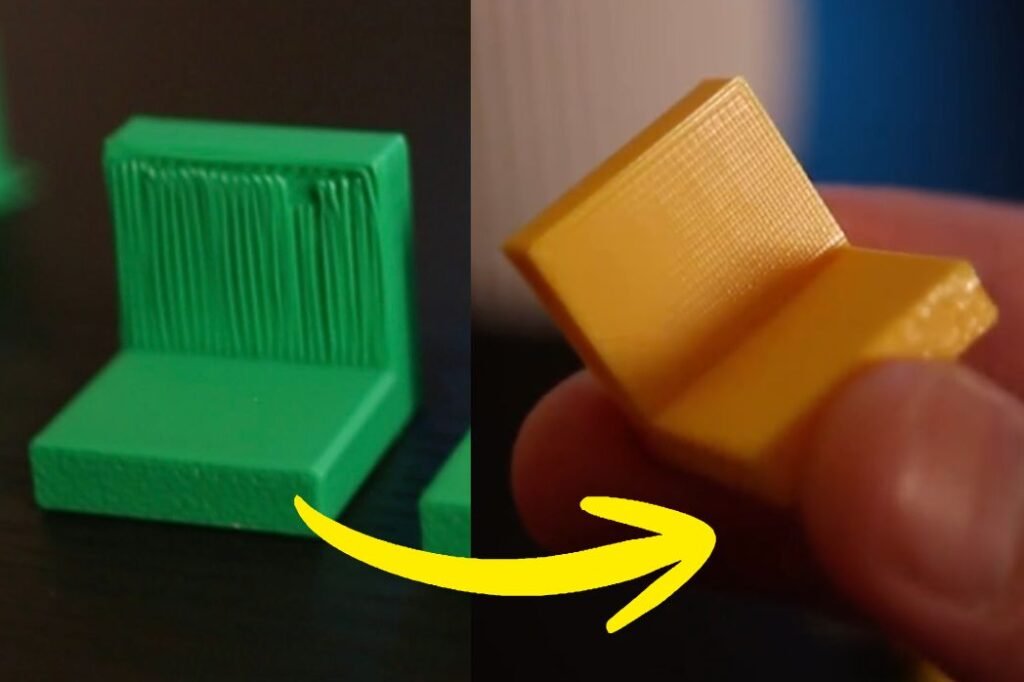
Tetapi support mewujudkan masalah lain. Permukaan yang berada di atas support, yang kita panggil support interface, hampir tidak pernah keluar licin sepenuhnya. Seberapa cantik hasilnya bergantung kepada satu tetapan dalam slicer yang dipanggil top Z distance.
Apa Itu Top Z Distance?
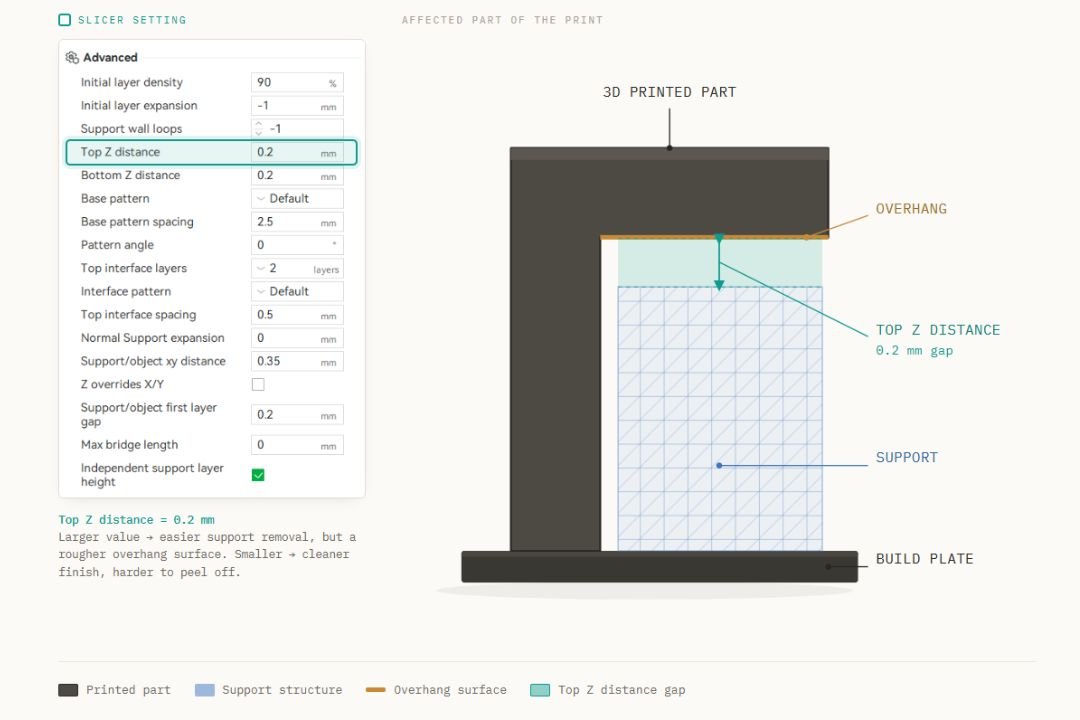
Top Z distance adalah jarak antara bahagian atas struktur support dengan permukaan bawah model anda.
Jarak ini menentukan seberapa rapat support memegang bahagian yang terapung.
Kalau jarak terlalu besar, filament akan jatuh sebelum sampai ke permukaan support dan interface akan jadi kasar dan tidak cantik. Kalau jarak terlalu kecil, support akan bergabung dengan part dan jadi sangat susah nak dicabut. Matlamatnya adalah untuk cari nilai di tengah-tengah supaya interface tercetak cantik dan masih boleh dicabut tanpa terlalu susah.
Nilai default dalam kebanyakan slicer adalah 0.2mm.
Ujian Tiga Nilai Berbeza
Saya menguji tiga nilai Z distance pada part yang sama untuk tunjukkan perbezaannya.
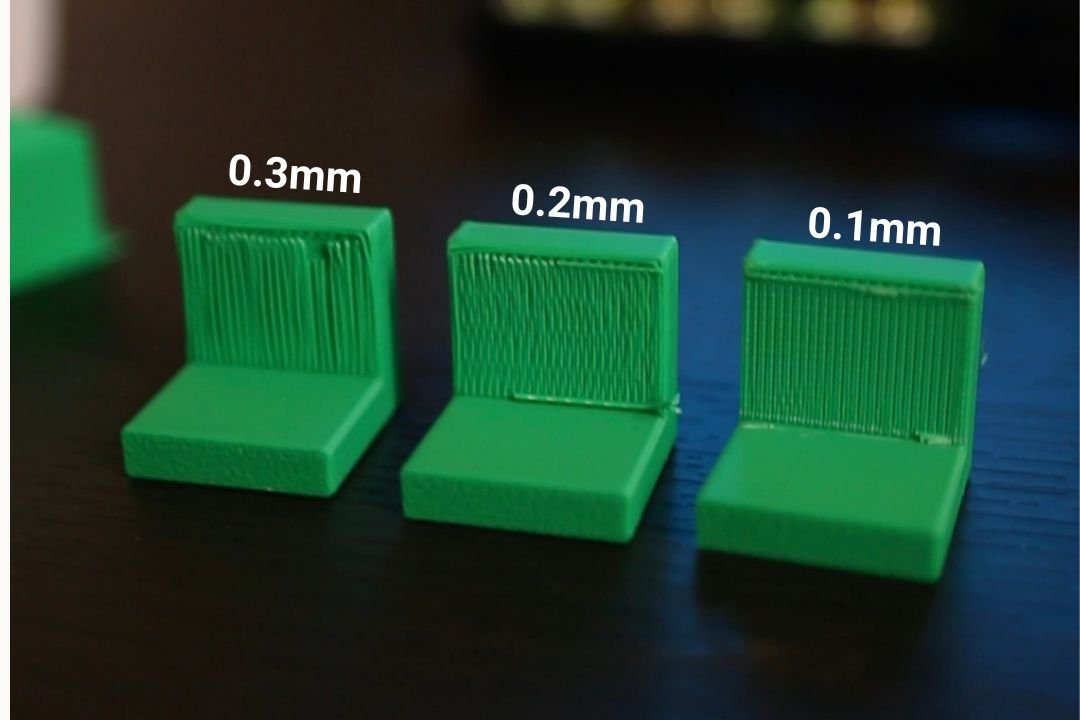
0.3mm
Support tercabut dengan sangat mudah. Tapi permukaan interface kasar dan tidak rata. Pada jarak ini, filament terlalu jauh nak sampai ke support, jadi dia jatuh dan tidak tercetak dengan baik.
0.2mm
Sedikit lebih susah nak cabut berbanding 0.3mm, tapi masih boleh dicabut dengan tangan. Permukaan interface lebih cantik. Nilai ini jadi default sebab dia memberikan keseimbangan yang baik dan merupakan titik permulaan yang sesuai untuk kebanyakan print.
0.1mm
Permukaan interface sangat cantik dan rata. Tapi support dah bergabung dengan part dan saya terpaksa guna scraper untuk cabut dia. Pada nilai ini ada risiko permukaan part rosak kalau tidak berhati-hati.
Nilai Mana Yang Patut Digunakan?
| Z Distance | Kemudahan Cabut | Kualiti Interface |
|---|---|---|
| 0.3mm | Sangat mudah | Teruk |
| 0.2mm | Mudah | Baik |
| 0.1mm | Susah | Sangat baik |
Mulakan dengan 0.2mm. Kalau interface masih nampak kasar, cuba 0.15mm. Hanya turunkan lagi kalau bahan dan bentuk part anda membolehkan support dicabut dengan mudah.
Cara Lebih Baik: Guna Bahan Interface yang Berbeza
Walaupun pada 0.1mm, anda masih memilih antara kualiti interface dengan kemudahan cabut. Ada satu cara untuk dapatkan permukaan cantik tanpa perlu buat pilihan itu.
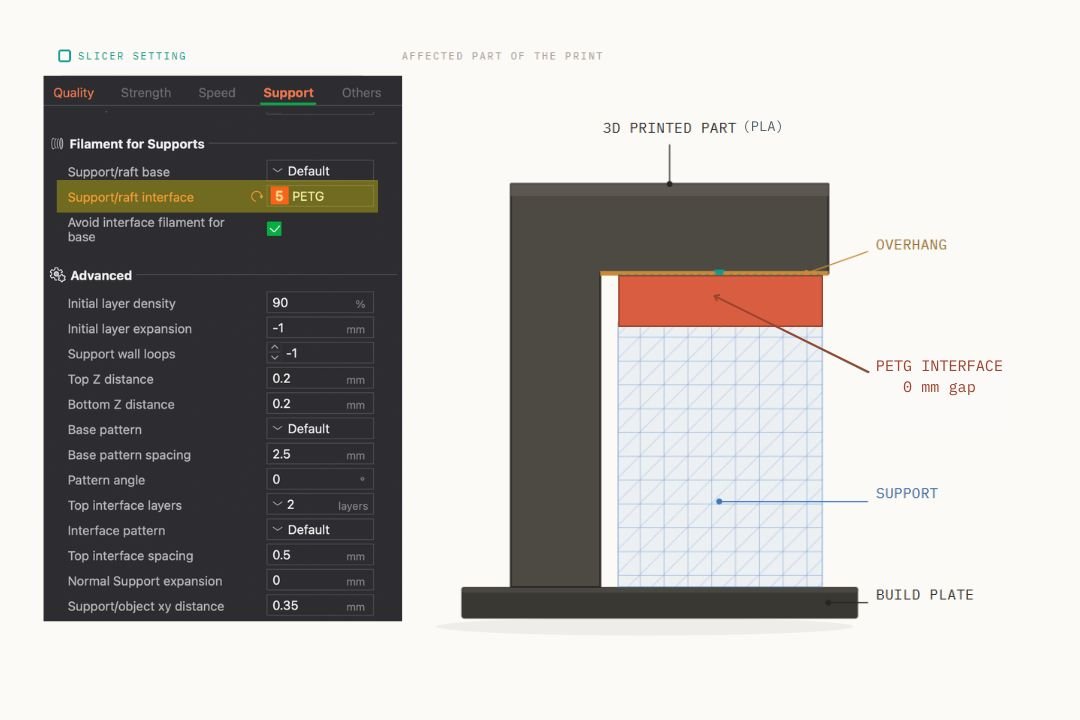
Guna filament berbeza untuk lapisan support interface sahaja.
PLA dan PETG tidak melekat antara satu sama lain. Kalau anda print model dalam PLA dan tukar ke PETG untuk lapisan interface sahaja, support boleh dicabut dengan mudah walaupun Z distance kosong. Tidak perlu ada jarak sebab kedua-dua bahan ini secara semula jadi tidak bergabung.
Dalam slicer, pergi ke bahagian Support dan aktifkan pilihan interface material. Pilih PETG sebagai bahan interface. Slicer akan tukar top Z distance kepada kosong secara automatik.
Hasil
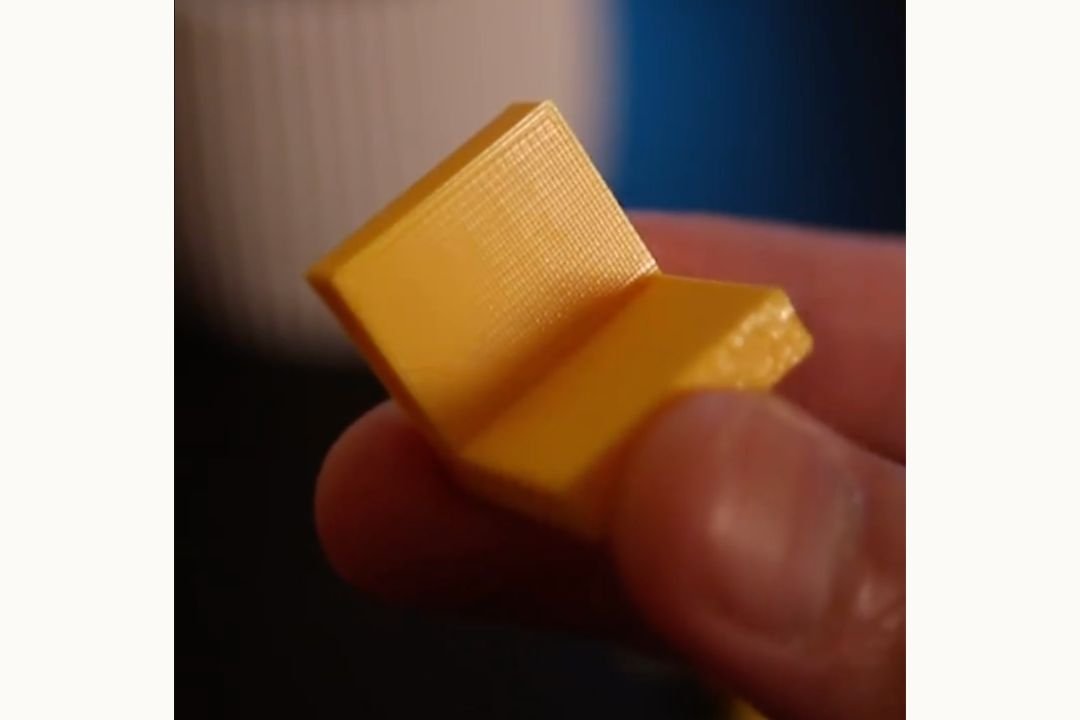
Support tercabut dengan hampir tiada rintangan langsung. Permukaan bawah adalah yang paling cantik antara semua kaedah yang diuji, lebih baik daripada hasil 0.1mm menggunakan satu bahan sahaja.
Kalau pencetak anda menyokong pelbagai filament atau anda sanggup buat pertukaran filament secara manual semasa print, kaedah ini berbaloi dicuba untuk mana-mana print yang mengutamakan kualiti permukaan interface.
Ringkasan
- Nilai default top Z distance ialah 0.2mm dan merupakan titik permulaan yang baik
- Nilai lebih rendah menghasilkan permukaan lebih cantik tetapi support lebih susah dicabut
- 0.1mm menghasilkan kualiti yang sangat baik tetapi mungkin memerlukan scraper
- Guna PETG sebagai bahan interface pada print PLA menghapuskan pilihan tersebut: Z distance kosong, mudah dicabut, permukaan cantik
Nak beli pencetak 3D di Malaysia?
Kami telah menyusun senarai kedai 3D printing, pembekal filament, dan penyedia servis di seluruh Malaysia.
Lihat direktori →


Pingback: How to Get a Clean Support Interface on Your 3D Prints | Domechy